In STEIN im April 2015 wird Basiswissen zur CAD- und CNC-Technik vermittelt. Um überhaupt zu verstehen, was gemeint ist, ist es wichtig, die Grundbegriffe zu kennen:
Glossar wichtiger CNC-Grundbegriffe
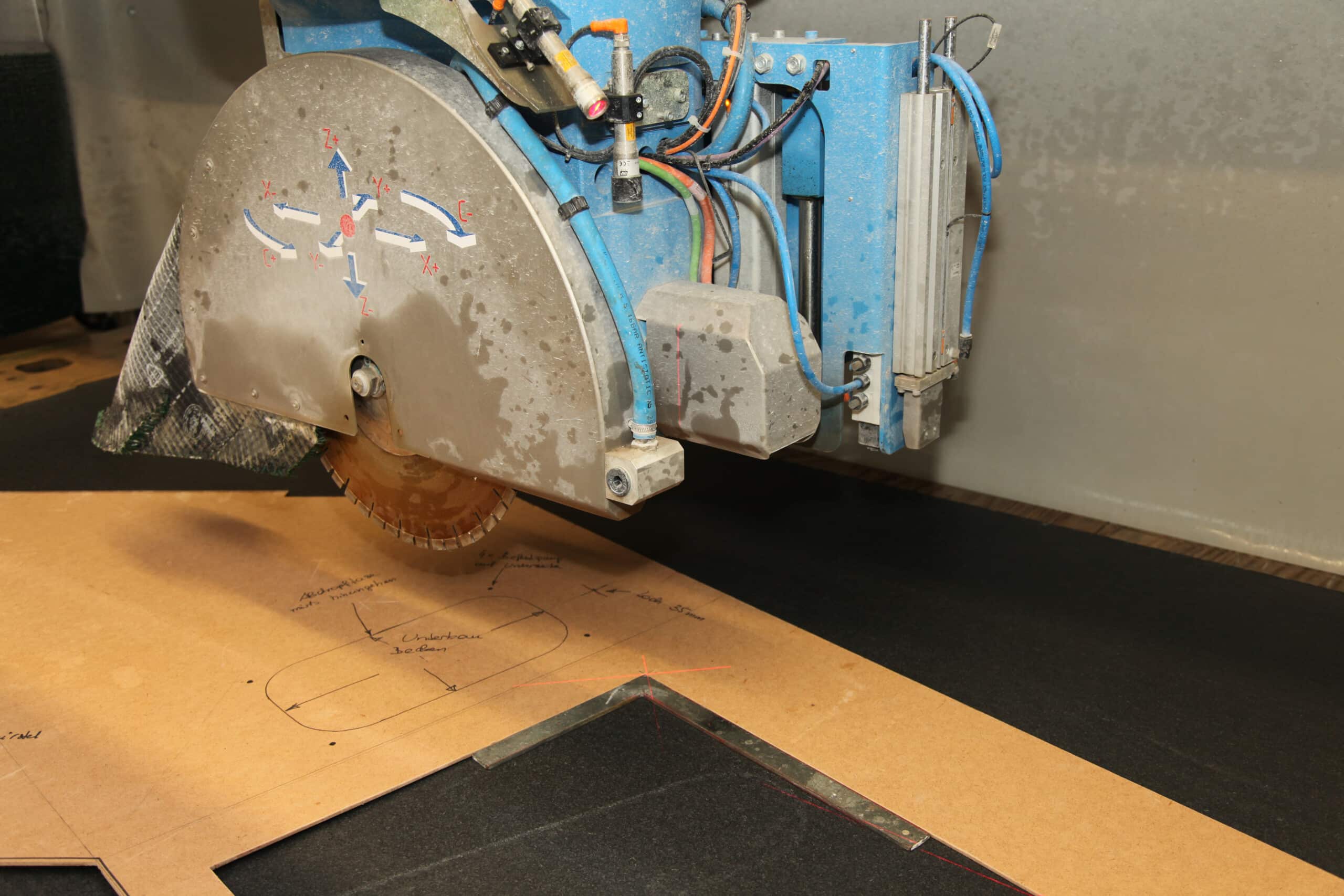
Achsen
CNC-Maschinen besitzen drei oder mehr interpolierte Achsen. Neben den senkrecht zueinander stehenden Hauptachsen X, Y und Z stellen die vierte bis sechste Achse jeweils eine Rotation um eine der drei Hauptachsen dar. Diese Rotationsachsen werden je nach Anordnung auf der Maschine mit den Buchstaben A, B und C bezeichnet: A rotierend um die X-Achse, B um die Y-Achse und C um die Z-Achse.
CNC-Steuerung
Eine CNC-Steuerung ermöglicht einer Maschine, mit einem Werkzeug in einer oder mehreren Achsen linear oder in Kurvenfahrten mehrdimensionale Werkstücke ausführen zu können. Es können nahezu beliebige Bearbeitungsbahnen und Abläufe programmiert und nacheinander automatisch abgefahren werden.
Elektrospindel
Die Motorspindel ist eine wichtige Baugruppe von CNC-Maschinen. Sie wird von einem Elektromotor angetrieben und besitzt kein Getriebe zur Übersetzung der Drehzahlen. Durch die direkte Kopplung des Antriebs mit der präzise gelagerten Welle ist eine sehr genaue Bearbeitung des Werkstücks mit hoher Rotationsgeschwindigkeit möglich. Zur Werkzeugaufnahme dient überwiegend ein Steilkegel nach ISO 40 oder, bei höheren Belastungen, ISO 50. Bei einem Werkzeugwechsel wird der Kegel samt Werkzeug über einen automatischen Werkzeugspanner an der Spindel fixiert.
Interpolation
Interpolation der einzelnen Achsen erlaubt es, Vorschub, Achsbeschleunigung und den sogenannten Ruck der Achsen aufeinander abzustimmen. Die im Programm vorgegebenen Sollgeschwindigkeiten der Achsbewegungen werden permanent mit den Ist-Werten abgeglichen. Dank interpolierter Achsen arbeiten CNC-Maschinen präzise und nahezu unabhängig von Lastwechseln, wenn zum Beispiel das Werkzeug in den Stein eintaucht. Zudem wird der Ruck ausgeglichen, der beim tangentialen Übergang einer Geraden in eine Kreisbahn entsteht.
Parameter
Parameter sind variable maschinenbezogene Größen wie Vorschub und Drehzahlregelung, Vorschubgeschwindigkeit und Absenkung, die über die Steuerung je nach Material und Gegebenheiten angepasst werden. Zu den unveränderbaren Maschinenparametern zählen unter anderem die Fahrweglängen in X, Y, und Z-Achse sowie der maximale Sägeblattdurchmesser, der maximale Winkel für die Blattneigung sowie die Anzahl der Plätze im Werkzeugmagazin.
SPS-Steuerung
SPS heißt »Speicherprogrammierbare Steuerung«. Eine solche Steuerung enthält eine bestimmte Anzahl fest programmierter Anwendungen, die mit geringem Programmieraufwand jederzeit abgerufen werden können.
»Teach in«
»Teach in« ist eine einfache Programmiermethode direkt an der Maschine, bei der die Kontur einer Schablone oder einer Rohplatte mit einem Laser- oder einem Wasserstrahl aus der Antriebsspindel abgefahren und in die Steuerung eingelesen wird.
Wegemessung
NC- und CNC-gesteuerte Maschinen messen die Verfahrwege und zurückgelegten Strecken über ein Inkrementalgeber- oder ein Absolutwertgebersystem. Beim Inkrementalgeber-System werden Impulse aus drehenden Loch- oder Schlitzscheiben eingesetzt. Über eine Lichtschranke werden diese Bohrungen gezählt. Die Genauigkeit liegt im Bereich von Zehntel-Millimetern. Absolutwertgeber sind Längen- oder Winkelmessgeräte, die die aktuelle Position der Spindel oder des Supports als digitalen Zahlenwert ausgeben. Eine Referenzfahrt unter Ansteuern des Nullpunktes ist nicht notwendig.