
Winkelfehler-Kompensationssysteme
Damit Wasserstrahlanlagen auch mit hohen Geschwindigkeiten betrieben werden können, kommen spezielle Software-Systeme zum Einsatz, die die entstehenden Winkelfehler – Nebeneffekte beim Wasserstrahlschneiden – ausgleichen.
Die Konizität (Kegelform) der Schnittkante – auch Winkelfehler genannt – ist als Nebeneffekt beim Wasserstrahl-Schneiden bekannt. Allerdings hat es lange niemand geschafft, die mechanischen und mathematischen Anforderungen an die Software zu meistern, die mit den komplexen Bewegungsabläufen bei der Konizitätssteuerung zusammenhängen.
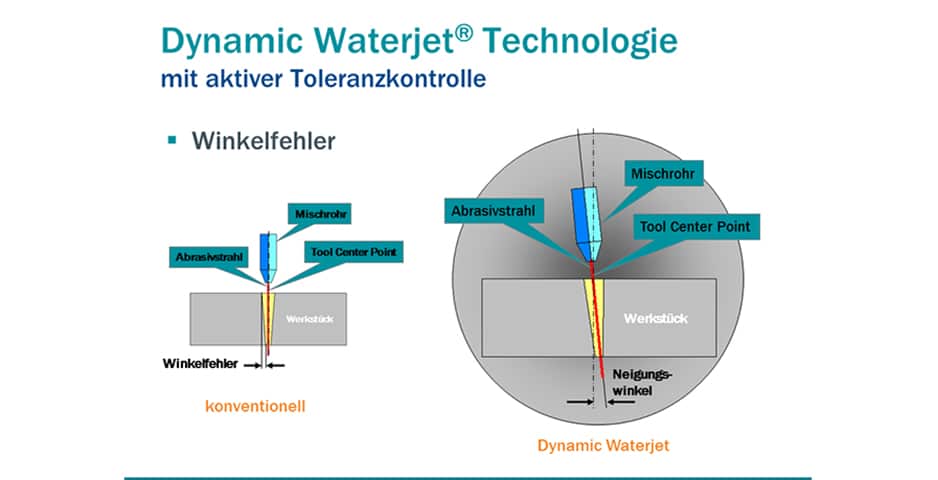
Konventionelle Wasserstrahlanlagen erzeugen bei hohen Trenngeschwindigkeiten einen deutlichen Winkelfehler an der Schnittkante. Der Schnittspalt wird von oben nach unten enger, denn bei hohen Schnittgeschwindigkeiten verringert sich die Intensität des Strahls und somit die Schleifwirkung während des Schneidprozesses im Schnittspalt deutlich. Dieser nach unten hin geschwächte Strahl hat weniger Schnittvermögen.
Die verschiedenen Winkelfehler-Kompensationssysteme am Markt wie DWJ (Dynamic Waterjet) von Flow, TAJ (Tilt-A-Jet) von Omax oder IKC (Intelligent Kerf Compensation) von Tecnocut steuern dieser entstehenden Konizität entgegen, indem permanent der Schnittwinkel des Schneidkopfs eingestellt wird. Dieser Winkelausgleich verhindert wirkungsvoll einen Winkelfehler an der Schnittkante des Werkstückes, indem der Winkelfehler einer Schnittkante doppelt in das Abfallstück geschwenkt wird.
Die Hersteller Flow und Omax beispielsweise entwickelten – im Streben, die Schnittkonizität einzuschränken – zunächst eine firmeneigene Mechanik, mit der der Schneidkopf dreidimensional bewegt werden kann. Die Aufnahme des Schneidkopfes bei Einsatz der Schwenktechnologie verfügt über ein speziell entwickeltes Bewegungssystem (A-B-Kinematik), welches ein Schwenken aus seiner Vertikalen in jede beliebige Richtung (bis max. 10 Grad) ermöglicht. Wenn der Winkel des Schneidkopfs geändert wird, um Konizitäten auszugleichen, befindet sich der Wasserstrahl nicht mehr in der Fluchtlinie des gewünschten Schnittwegs. Die X-, Y- und Z-Achsen müssen neu eingestellt werden, um den Wasserstrahl wieder auszurichten. Deshalb müssen bei einer Änderung des Schneidkopfwinkels drei getrennte Bewegungen ausgeführt werden, um einen guten Schnitt zu erhalten.
Die Systeme wurden so entwickelt, dass jede Kontur sanft und übergangslos geschnitten werden kann. Aus mechanischer Sicht können sanfte Bewegungen leicht erzielt werden. Die eigentliche Herausforderung bei der Entwicklung war es, welche Bewegungskombinationen wann verwendet werden müssen, um die Geometrie gerader Kanten, Kurven sowie Innen- und Außenecken zu bewahren. Die Ingenieure arbeiteten jahrelang an der Entwicklung der komplexen mathematischen Modelle, die die Bewegungen des dynamischen Wasserstrahls steuern.
Zu den Quelldaten zählten beispielsweise Schneidzeiten für Materialien unterschiedlicher Härte und Dicke, die Auswirkung der Größe abrasiver Partikel, die Größe der Strahlöffnung bei unterschiedlichen Schnittgeschwindigkeiten sowie die Auswirkung einer Schrägstellung des Schneidkopfs auf die Konizität. Die Kombination dieser Faktoren bestimmt das Verhalten von Dynamic Waterjet und Tilt-A-Jet. Dann wurden die mechanischen Eigenschaften berücksichtigt und schließlich mit Hilfe der Vorwärts- und Inverskinematik die genauen Bewegungen aller fünf Achsen berechnet, die notwendig sind, um die Änderung des Winkels und/oder der Drehbewegung des Schneidkopfs zu berücksichtigen.
Für jede Winkel- und Drehbewegungsänderung muss die Lage der X-, Y- und Z-Achse entsprechend geändert werden, damit der Wasserstrahl richtig auf den gewünschten Schnittweg ausgerichtet ist. Diese Bewegungen müssen kontinuierlich im Millisekundentakt kontrolliert und gesteuert werden, denn je nach Konturverlauf muss die Steuerung sogar auf einer geraden Schnittlinie vorausschauend die Geschwindigkeit und somit den anzustellenden Winkel ändern. Diese permanente Anpassung des Schneidwinkels erfolgt über die jeweilige Steuerung, die im sogenannten „Look-Ahead-Verfahren“ nach den nächsten notwendigen Datensätzen des Werkzeugpfades schaut und dementsprechend die Geschwindigkeit und Winkellage des Schneidkopfes frühzeitig ansteuert.
Bestimmen von Neigungswinkel und Schwenkbewegung
Bislang haben Maschinenbauer hauptsächlich aufwändige CNC-Steuerungen verwendet, um Maschinen mit fünf Achsen zu betreiben. Im Gegensatz dazu werden bei Omax und Flow intelligente PC-gestützte Steuerungen verwendet. Mit dieser Software ist die Maschinenführung schnell und ohne umfangreiche Schulung erlernbar. Die gesamte mathematische Berechnung findet versteckt statt und löst die geeigneten Bewegungsbefehle für alle fünf Achsen bei hoher Taktfrequenz aus.
Der Benutzer gibt nur die Basis-Schneiddaten wie die Materialart und die Materialstärke sowie die gewünschte Oberflächenqualität ein. Die Steuerung berechnet dann den Neigungswinkel und die erforderliche Schwenkbewegung für alle notwendigen, aufeinanderfolgenden Punkte entlang eines Schnittweges vorausschauend. Zum Beispiel muss beim Schnitt von Außenecken bei hoher Schnittgeschwindigkeit der Schneidkopf schräger gestellt werden, um eine senkrechte Schnittkante zu erzielen.
Diese PC-Steuerungen kennen auch die optimale Schnittgeschwindigkeit, um die gewünschte Genauigkeit zu erzielen und einen kegelförmigen Schnitt zu vermeiden. Je größer die Geschwindigkeit ist, desto schräger muss der Schneidkopf stehen. Im Ergebnis produziert das Gesamtsystem eine deutlich verbesserte Werkstückqualität bei wesentlich kürzere Schneidezeiten pro Werkstück als dies im konventionellen Verfahren möglich ist.